Алюмінієвий екструзійний профіль для дверей і вікон - це своєрідний будівельний матеріал для декорування дверей і вікон, виготовлений із алюмінієвого сплаву як сировина. Його переваги - хороша стійкість до вітрового тиску і негорючість, і це визнаний вогнестійкий матеріал.
Двері та вікна з алюмінієвого сплаву - це двері та вікна, виготовлені з екструдованих профілів з алюмінієвого сплаву як рами., стилі, і вболівальники. Їх називають дверима та вікнами з алюмінієвого сплаву, або скорочено алюмінієві двері та вікна. Двері та вікна з алюмінієвого сплаву включають двері та вікна, виготовлені з алюмінієвого сплаву як основного матеріалу несучого елемента (елемент, який несе та передає власну вагу та навантаження), а також дерев'яні та пластикові композити.
Процес виробництва дверей з алюмінієвого сплаву та віконні профілі включає три основні процеси: плавка, екструзійне формування, і фарбування. Процес фарбування включає три варіанти: анодне окислення, окислення повітря, та флюорокарбонове фарбування.
1. Плавлення є основним процесом у виробництві дверних і віконних профілів з алюмінієвого сплаву
1. Сировина, відповідно до фактичних профілів з алюмінієвого сплаву, які необхідно виготовити, розрахувати кількість доданих різних компонентів алюмінієвих сплавів, і ефективно поєднувати різні сировинні матеріали;
2. Виплавка: Відібрана сировина додається в плавильну піч для плавлення відповідно до регламенту технології переробки, а шлак і газ у розплаві розумно видаляються відповідно до методів дегазації та шлакового рафінування;
3. Кування: Відповідно до певних стандартів процесу кування, виплавлену алюмінієву рідину можна перетворити на круглі ливарні стрижні різних специфікацій і моделей після водяного охолодження відповідно до програмного забезпечення системи кування глибоководної свердловини.
Екструзійне формування здійснюється на автоматичній виробничій лінії, що складається з нагріву зливка, екструзія, охолодження, випрямлення натягу, пиляння та інші процеси.
Обладнання виробничої лінії включає індукційну нагрівальну піч, екструзійна машина, топковий стіл, розвантажувальний конвеєр, пристрій для підйому та перенесення профілю, охолоджувальне ліжко, вирівнювач натягу, стіл для зберігання, трактор, пиляльний верстат, і т.д..
1. Індукційна нагрівальна піч, температура нагрівання злитка, як правило, контролюється на рівні 400 ° C ~ 520 ° C, якщо температура занадто висока або занадто низька, це безпосередньо вплине на екструзійне формування. Екструзійна машина зазвичай використовує гідравлічний прес одноразової дії, і його тоннаж між 1200 тонн і 2500 тонни.
2. Діаметр екструзійного циліндра екструзійної машини змінюється в залежності від тоннажу екструзійної машини. Чим більший тоннаж екструзійної машини, чим більше діаметр екструзійного циліндра.
Діаметр екструзійного циліндра зазвичай становить 150-300 мм.. Робоча температура екструзійного інструменту становить 360°C~460°C, а швидкість екструзії становить 20 м/хв~80м/хв. Екструзійні інструменти в основному включають матриці. Екструзійні матриці поділяються на плоскі, розрізні плашки, штампи зі шпунтами та комбіновані штампи для розділення відповідно до їх структурних характеристик. Виробництво дверних і віконних профілів з алюмінієвого сплаву в основному використовує плоскі штампи та розрізні штампи.
3. The discharge table receives the profile extruded from the extruder and transfers the profile to the discharge table. Most of the discharge workbench is a horizontal strip transport model, and the movement speed of the horizontal strip is synchronized with the extrusion speed.
4. The cooling bed is mostly of walking beam type, and a considerable number of fans are installed below to ensure uniform cooling of the profiles, so that the temperature of the profiles is lower than 70°C before straightening.
5. The tension straightening machine is equipped with torsion jaws, which can stretch and straighten while torsion correction. After the tension leveler is the material storage table, which provides profiles to the sawing machine table, і пильний верстат розрізає профілі відповідно до фіксованої довжини.
Фарбування дверних і віконних профілів з алюмінієвого сплаву
Обробка поверхні дверних і віконних профілів з алюмінієвого сплаву в основному анодована, щоб зробити поверхню профілів сріблясто-білою.. Обробка поверхні може покращити зовнішній вигляд профілю та продовжити термін служби алюмінієвих дверних та віконних профілів.
Хід процесу анодування: завантаження→знежирення→промивання водою→травлення лугом→промивання теплою водою→промивання холодною водою→нейтралізація світла→промивання водою→анодування→миття холодною водою→миття теплою водою→ущільнення→сушіння→розвантаження→перевірка готового продукту→упаковка Товщина оксидної плівки після анодного оксидування алюмінієвих дверних і віконних профілів не менше ніж 10 мкм.
Обробка поверхні алюмінієвих дверних і віконних профілів також може бути кольоровою. Алюмінієві профілі, які вимагають інших кольорів, можна отримати природним оксидним фарбуванням, електролітичне фарбування та занурення фарбування.
6061 6063 Алюмінієві профілі виробник RAYIWELL MFG з Китаю. Алюмінієві профілі можна розділити на 1024, 2011, 6063, 6061, 6082, 7075 та інших марок сплавів алюмінієві профілі, з яких 6 серіал є найпоширенішим. Різниця між різними марками полягає в тому, що співвідношення різних компонентів металу різне, за винятком широко використовуваних алюмінієвих профілів для дверей і вікон На додаток до архітектурних алюмінієвих профілів, таких як 60 серія, 70 серія, 80 серія, 90 серія, і серії навісних стін, для промислових алюмінієвих профілів немає чіткої різниці між моделями, і більшість виробників обробляють їх за реальними кресленнями клієнтів.
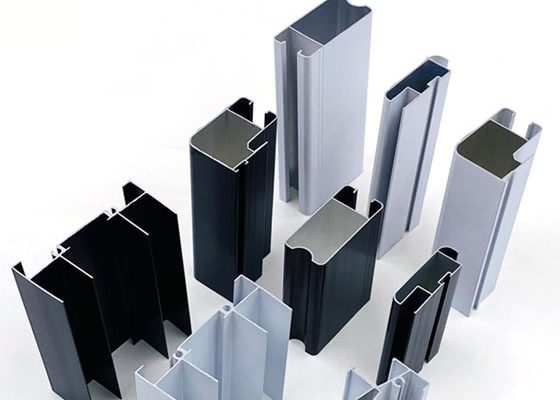
Екструзійний алюмінієвий профіль виготовляються шляхом проштовхування алюмінієвих заготовок через металеву матрицю для отримання стандартної або спеціальної форми. Ми можемо виготовляти екструдовані профілі з вагою на метр від 0.10 кг до 50 Кг, найбільший розмір кола становить до 650 мм для промислового застосування. З власними можливостями обробки поверхні, всі наші алюмінієві профілі можуть бути виготовлені в стані, анодований або з порошковим покриттям у потрібні кольори.
Алюмінієвий екструзійний профіль в основному використовується в будівництві та меблевій галузі, в автомобільній сфері та в транспортній галузі. Ми можемо згадати, наприклад, алюмінієві бордюри з гвинтовими кріпленнями, дренажі та дефлектори води, екструзії для скління, рамки для картин, обшивка профілів для транспортних засобів, кутові елементи зі спеціальними секціями, алюмінієві ручки та поручні